
 Tamayakin’ initiative
Tamayakin’ initiative
Quenching ① - Quenching Temperature and Microstructure of Carbon Steel



 Return to list
Return to list
Overview.
To achieve the best properties a steel material has to offer, ideally the dough microstructure should be completely martensitic by quenching.
01 Purpose of Hardening
Quenching The purpose of quenching is different for machine structural steels and tool rods. For machine structural steels, the objective is to impart high strength, which, in combination with the tempering applied after quenching, is an important heat treatment to obtain the required mechanical properties. For tool steels, the objective is to obtain sufficient hardness by solid solution of carbides.
02 Standard hardening temperatures for carbon steel
To obtain high hardness by quenching, the material must be heated to a specified temperature to achieve an austenitic structure. If the temperature is lower than the appropriate temperature, incomplete quenching will occur, and if the temperature is too high, problems will arise in terms of toughness and ductility.
The hardening temperature of carbon steel is basically determined by the equilibrium state diagram of the iron-carbon system, as shown in the figure below. For example, the A3 transformation point of S45C, which is sub-eutectoid, is about 780℃, so the standard hardening temperature range is 820~870℃.
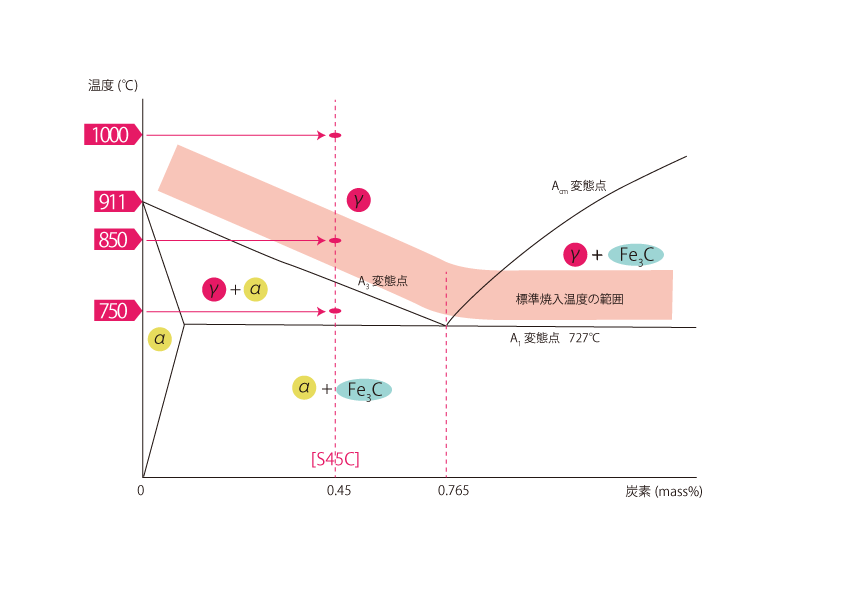
03 Quenching Temperature and Microstructure in Sub-Cohesive Tubes
THE MICROSCOPIC MICROSTRUCTURES OF 0.45% CARBON (S45C) QUENCHED FROM THREE DIFFERENT TEMPERATURES AS SHOWN IN THE FIGURE ABOVE ARE SHOWN BELOW.
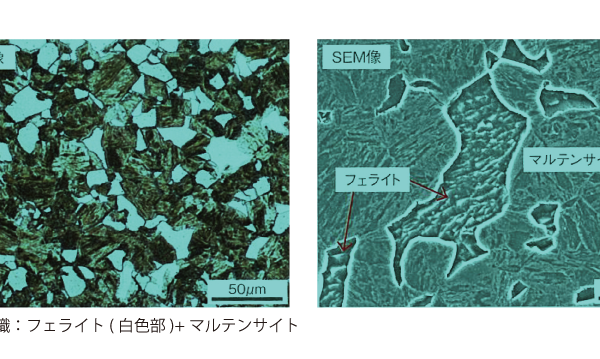
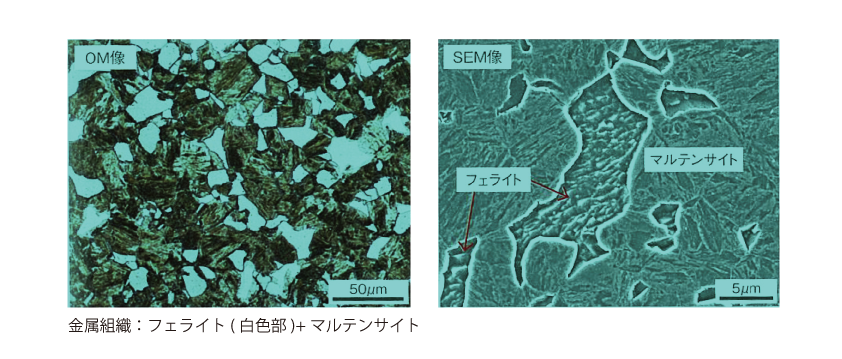
When quenched from 750°C (temperature between A1 and A3 transformation points)
In this case, the heated structure is a mixture of austenite (γFe) and ferrite (αFe), so rapid cooling transforms the austenite into martensite, but the ferrite remains unchanged until room temperature.
When quenched from 850°C (standard hardening temperature range)
When heated to this temperature, a perfect austenitic structure is obtained, so an ideal martensitic structure can be obtained if the material is cooled rapidly and passes the Ms point.
When quenched from 1000°C (much higher than standard hardening temperature)
Quenching produces complete martensite, but it is coarser and more embrittled than martensite at 850°C.
