
 Tamayakin’ initiative
Tamayakin’ initiative
perfect annealing



 Return to list
Return to list
Overview.
Full annealing is a common process for carbon steels for machine structural purposes and alloy ropes for machine structural purposes, mainly for tempering and softening.
01 Heating temperature and cooling rate
For mechanical structural ropes, a uniform structure of ferrite and layered pearlite can be obtained by heating the ropes to about 30~50℃ above the A3 transformation point to an austenitic state and then cooling them slowly. The higher the heating temperature, the coarser the crystal grains become.
A heat retention time of about 40 minutes for a 25 mm wall thickness is suitable. The higher the cooling rate, the harder the product. The faster the cooling rate, the harder The faster the cooling rate, the harder the hardness. For carbon steel for machine structural use, general furnace cooling is sufficient. For alloy steels for machine structural use, the cooling rate should be 20°C/h or less. The cooling rate of alloy steels for machine structural use should be 20°C/h or less.
02 Metallographic structure
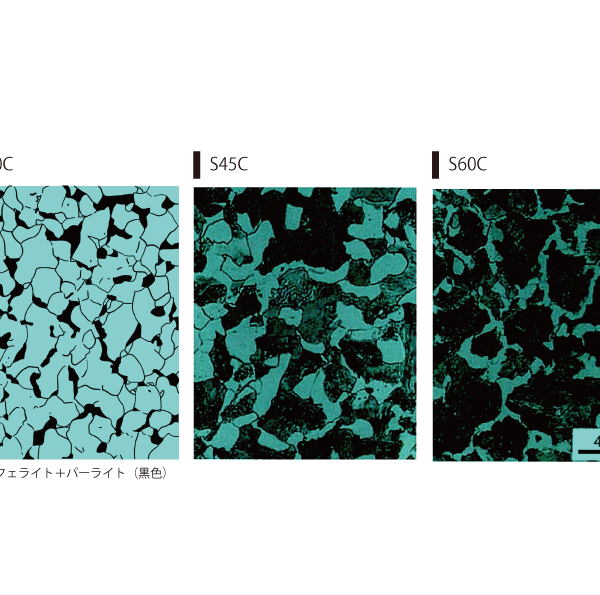
Complete Annealing The metallurgical structure of carbon steels for machine structural use can be estimated from the occupancy rate of pearlite.
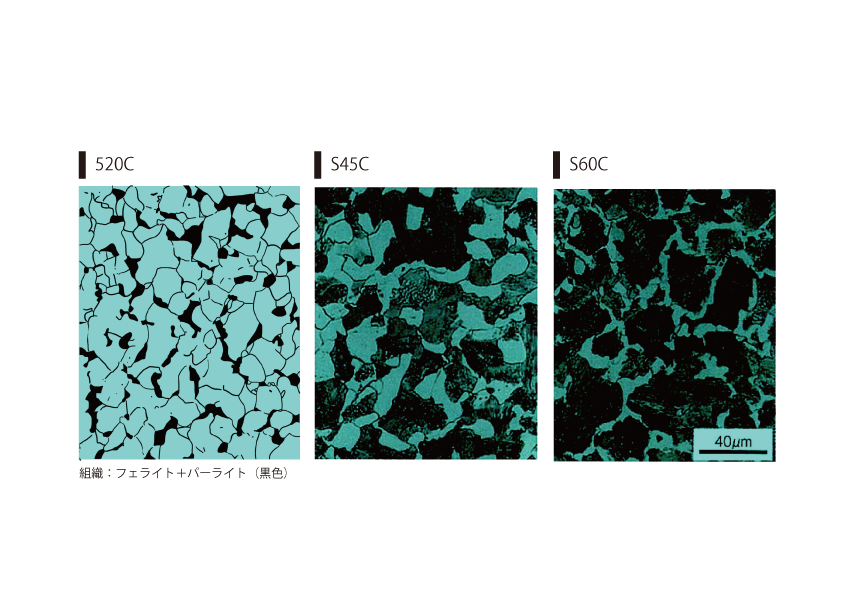
As shown above, it is clear that the the higher the carbon content, the greater the perlite occupancy. It can be seen that the higher the carbon content, the greater the perlite occupancy.
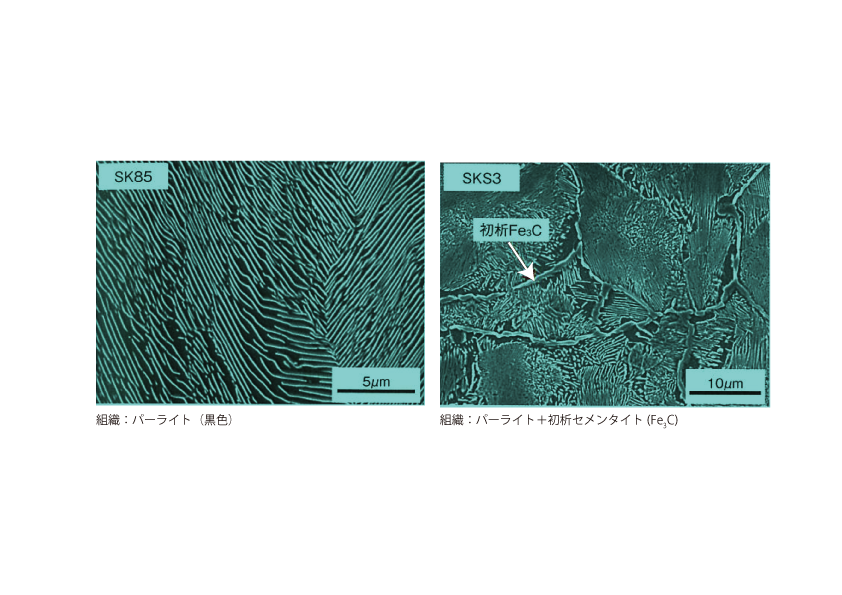
The fully annealed structure of SK85, which is eutectoid, is 100% pearlite, while SKS3, which contains more than 1% carbon, has a grain boundary structure of In the case of SKS3 with more than 1% carbon, in addition to pearlite, there is primary cementite ( Fe3C ) precipitates. However, the presence of such a large amount of pearlite causes excessive solid solution of carbon during quenching, resulting in embrittlement, so commercially available SK and SKS materials are not fully annealed.
03 High alloy steel
| class of vertebrates comprising the tetrapods | annealing | JIS NUMBER | ||
| Heating temperature (°C)/Cooling | HARDNESS (HB) | |||
| Stainless steel ropes | SUS430 | 780~850/air cooling or slow cooling | 183 or less | JIS G 4303 |
| SUS410 | 800~900 / slow cooling or approx. 750 / rapid cooling | Less than 200 | ||
| SUS420J2 | 800~900/ slow cooling or approx. 750/ air cooling | 235 or less | ||
| SUS440C | 800~920/ slow cooling | 269 or less | ||
| High-speed tool steel | SKH51 | 800~920/ slow cooling | 255 or less | JIS G 4403 |
| SKH57 | 800~880/ slow cooling | 293 or less | ||
| Alloy Tool Steel | SKD61 | 820~870/ slow cooling | 229 or less | JIS G 4404 |
| SKD11 | 830~880/ slow cooling | 255 or less | ||
High alloy steels such as die steel, high-speed tool steel, and martensitic stainless steel are usually annealed at about 850°C, as shown in the table below, and require about 1.5 times the heating and holding time of machine structural steel. Furthermore, because of the extremely high hardenability, the cooling rate must be less than 10°C/h. Since normal annealing requires a long time, isothermal annealing is applied. Isothermal annealing is an annealing method that utilizes isothermal transformation (TTT).